Wheel
The wheel is a circular mechanical assembly that, through rotation about an axis, enables the replacement of sliding motion with rolling motion.
The wheel consists of the following components:
tread, covering, centre, bore, and rolling actions.
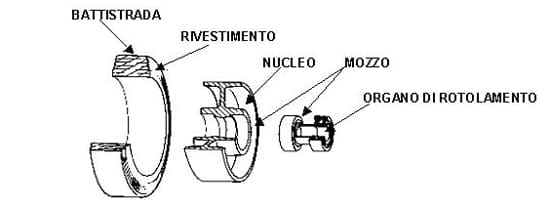
TREAD
The tread is the wheel’s outer surface, i.e., the part in contact with the ground. It can be smooth or sculpted with raised patterns to enhance grip.
COVERING
The covering, or rolling strip, is the outer ring made of various materials that characterizes the wheel.
The covering can be fixed when immovably attached to the wheel centre (using adhesive or mechanical connection) or fitted when mechanically assembled onto the centre.
CENTRE
The centre is the load-bearing component of the wheel that connects the covering to the bore.
It can be made in various shapes and materials; it may consist of a single piece or two or more parts joined together.
BORE AND ROLLING ACTIONS
The bore is the central part of the wheel that houses the axle or the rolling actions designed to facilitate rotation (such as ball bearings, roller bearings, plain bearings, etc.).
Depending on the construction methods and covering materials, wheels can be divided into four families: rubber wheels, polyurethane, monolithic (or hard tread), and pneumatic.
Rubber Wheels
The covering of rubber wheels is composed of an elastomer made from natural and/or synthetic rubber.
The rubber used for industrial wheels can be vulcanized or injection molded.
In the first case, the rubber is mixed with suitable mineral fillers and vulcanizing agents and then subjected to the vulcanization process. This process significantly alters the molecular structure of the rubber: the initially soft material transforms into a non-fusible product that retains the shape of the mold over time. The resulting tire is mechanically assembled to the centre. Vulcanized rubber exhibits enhanced elastic deformability properties across a broad range of applied tensile and compression loads.
In the second case, the rubber undergoes a chemical synthesis process; the resulting material is injected into a mold that already contains the centre. The injected rubber retains its fusibility properties even after molding.
The physical-mechanical characteristics of vulcanized rubber vary according to the quality of the natural and/or synthetic rubber used, the type and quantity of mineral fillers added, and the conditions under which the vulcanization process is performed.
Typically, the elastic properties of injection-molded rubber are inferior to those of high-quality vulcanized rubber, while they are comparable to those of medium and low-quality vulcanized rubber.
The main physical-mechanical parameters of polyurethane are as follows:
The main physical-mechanical parameters relating to the quality of rubber are listed below:











